El troquel de estampado en caliente automático, también conocido como troquel de conformado por prensado en caliente para automóviles, es una herramienta de precisión crítica ampliamente aplicada en la industria de fabricación de automóviles, diseñada específicamente para el proceso de estampado en caliente (endurecimiento por presión) de componentes de acero de resistencia ultraalta (UHSS). A medida que las regulaciones ambientales y de seguridad más estrictas impulsan la demanda de carrocerías de vehículos livianas y resistentes a los choques, este troquel se ha vuelto indispensable para producir piezas estructurales de alta resistencia que equilibren la reducción de peso y el rendimiento de seguridad.
La función principal de una matriz automática de estampado en caliente es dar forma a las piezas de acero calentadas en las geometrías deseadas y al mismo tiempo permitir un enfriamiento rápido, que transforma la microestructura del acero de austenita a martensita, mejorando en gran medida la resistencia y dureza del componente. Por lo general, el acero al boro, como el 22MnB5, se calienta a 880-950 ℃ para lograr una austenitización completa, luego se transfiere rápidamente a la matriz, donde el estampado y el enfriamiento ocurren simultáneamente a una velocidad de enfriamiento crítica de más de 27 ℃/s para garantizar una transformación martensítica uniforme.
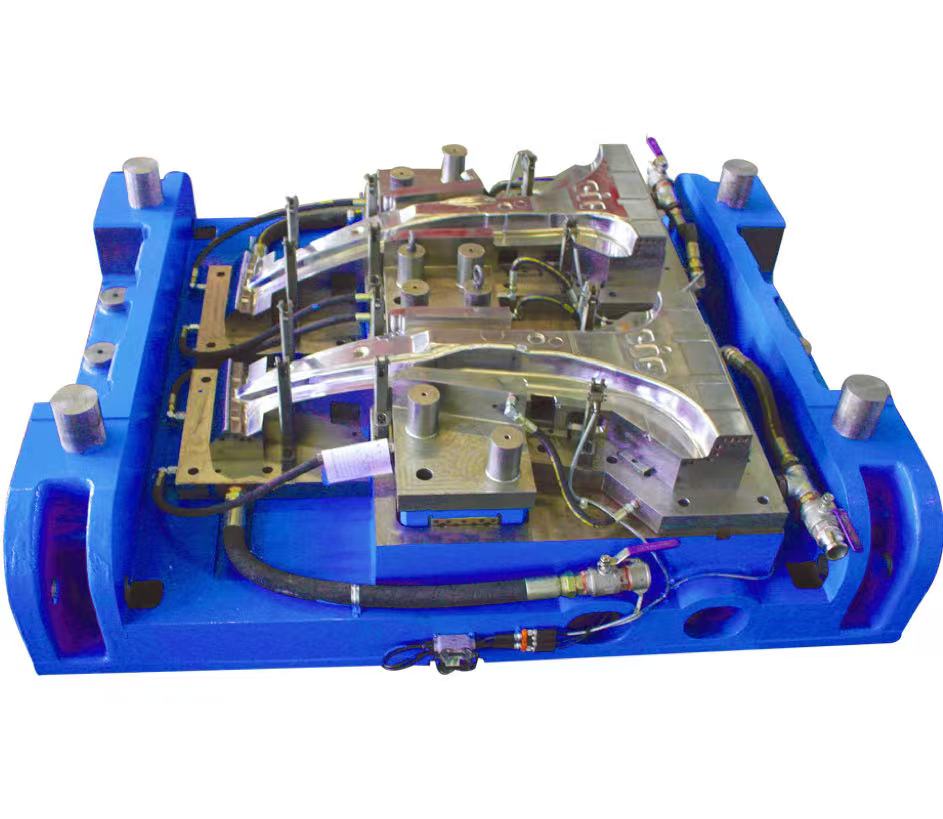
Construidos con acero para troqueles de trabajo en caliente de alto rendimiento, estos troqueles deben soportar condiciones extremas: altas temperaturas (más de 900 ℃ para la pieza en bruto), presión intensa y ciclos térmicos repetidos, lo que requiere excelente conductividad térmica, resistencia al desgaste y resistencia a la fatiga térmica. Los materiales comunes incluyen aleaciones especializadas; Se prefiere el acero para la producción en masa debido a su resistencia, mientras que el aluminio se utiliza para la creación de prototipos de bajo volumen por su procesabilidad. Los diseños avanzados integran canales de enfriamiento internos para optimizar la transferencia de calor, abordando el problema tradicional del estampado en caliente de baja productividad causado por tiempos de enfriamiento prolongados.
Los troqueles automáticos de estampado en caliente admiten dos procesos principales: estampado en caliente directo (formado y enfriamiento en un solo paso) y estampado en caliente indirecto (primero conformado en frío, luego calentamiento y enfriamiento), seleccionados en función de la complejidad de la pieza y el tipo de recubrimiento. Se utilizan ampliamente para producir componentes automotrices críticos para la seguridad, como pilares B, rieles de techo, parachoques y vigas de puertas, piezas que requieren una resistencia a la tracción de hasta 1500 MPa o más para resistir impactos de choque.
Con el avance tecnológico, las matrices de estampado en caliente para automóviles modernas adoptan simulación de dinámica de fluidos computacional (CFD) y análisis de elementos finitos (FE) en el diseño, lo que mejora la precisión del conformado y reduce el desperdicio de material. Innovaciones como el enfriamiento directo con agua aumentan aún más la productividad al acortar el tiempo de enfriamiento. A medida que la industria automotriz avanza hacia la electrificación y el aligeramiento, la demanda de troqueles de estampado en caliente duraderos y de alta precisión continúa creciendo, impulsando mejoras continuas en la ciencia de materiales y las tecnologías de diseño de troqueles.